激光焊接
激光焊接

参考指南 \ 技术包 

激光焊接
焊接周期
工具角度
工具对准
编程属性
程序事件
更多信息 
激光焊接
编程激光焊接的工具路径基本上会生成焊接周期,即一个操作,它由三个部分组成:

接近(非加工)
焊接过程(加工中)
后退(非加工)
焊接周期由编程属性和事件计算和控制。
焊接周期
激光焊接支持不同类型的全球焊接周期。
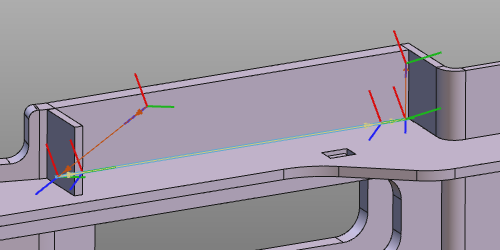
连续
在加工路径上从开始到结束位置生成单一焊缝。
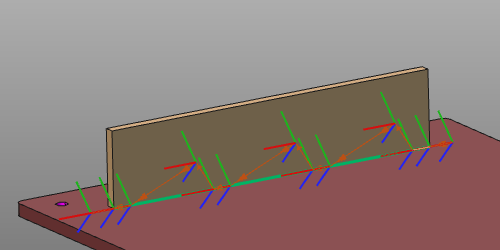
点焊
在加工路径上生成间歇焊接,由若干较小的焊缝组成。
在这些全球焊接周期的基础上,可以应用特殊功能或例程以实现最大优化、效率和性能。
盒状焊接
扩展全局焊接周期,在路径的起始和结束位置的焊接参数需要与周期的其余部分不同。例如在拐角处,以更好地达到路径边界。
过程取向
仅在1或2旋转轴定位器携带工件且定位器(运动)连接到控制器时工作。 在每个工具路径位置上,定位器轴以这种方式操作,即焊接激光的正常方向(因此焊缝)保持在下手位。 在下手位,液态焊接材料保持在位。
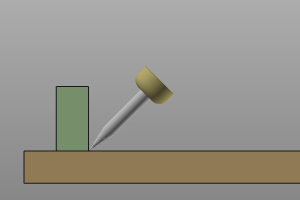
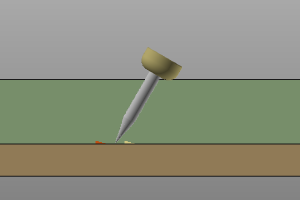
工具角度
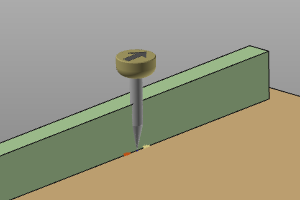
通常有三个工具角度来定义焊接头从其标称位置开始的方位。
工作
移动
工具
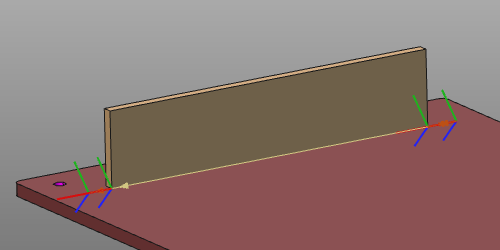
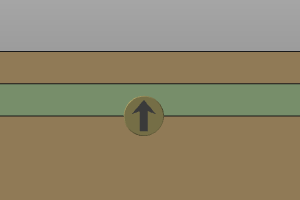
工具对准
每个工具都有一个工具框架,用于将其放置在工具路径上的正确位置和方向。为了获得正确的结果,必须将此框架与过程几何的方向对齐。这种对准是工具框架和过程几何之间的映射。
在创建过程几何时,已定义了法线方向(紫色箭头)和切线或行进方向(红色箭头)。
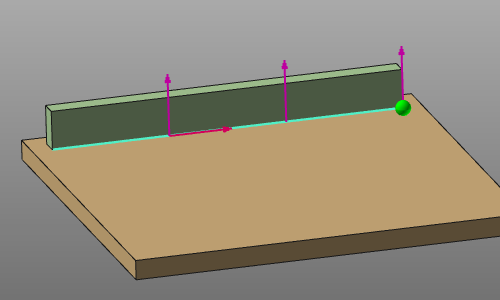
使用对齐属性,工具框架轴必须映射到这些方向


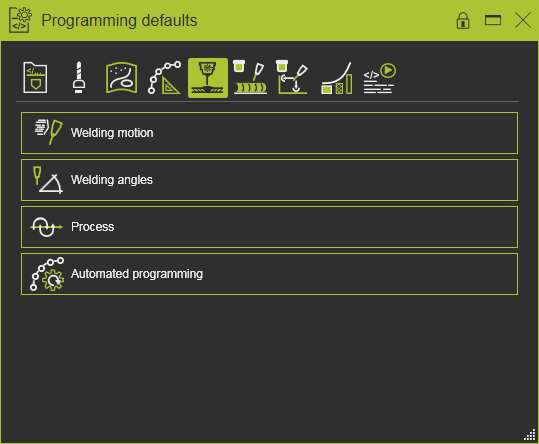
编程属性
编程属性在编程默认值和活动程序仪表板中的显示由Settings.xml文件定义。安装时,默认文件位于
已经定义了以下常规属性。
技术标签
容器
属性
描述

程序基准
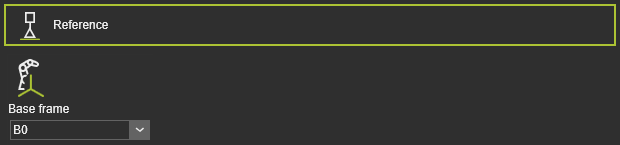
程序参考信息。
基准框架
程序的参考框架。

工具信息
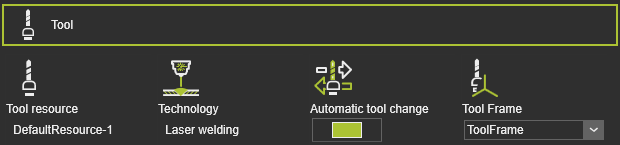
工具信息。
工具资源
工具的名称。
技术
应用的技术。
自动换刀
工具框架 运行工具路径的工具框架。
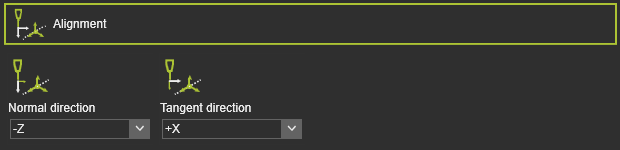
工具框架轴与过程几何上对应向量的映射。
法线方向
工具框架Z轴与过程几何的法线方向对齐。
切线方向
工具框架X轴与过程几何的切线方向对齐。

制造几何
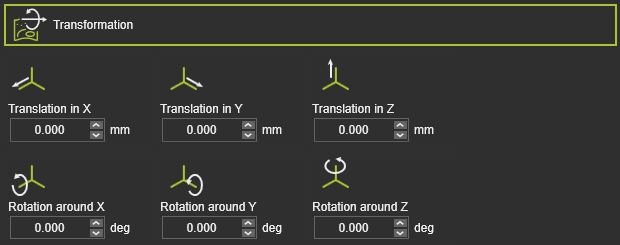
制造几何的全局转换。
X,Y,Z方向的平移
X,Y,Z方向的全局平移。
围绕X,Y,Z的旋转 围绕X,Y,Z轴的全局旋转。
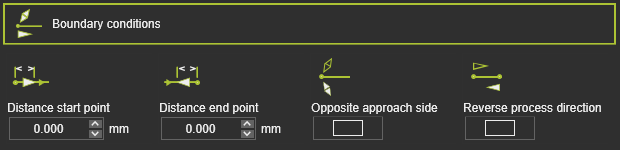
制造几何的边界条件以计算工具路径。
起始点距离
第一个加工点距离过程几何起始位置的距离。
终点距离
最后一个加工点距离过程几何终点位置的距离。
相对接近侧
在制造起始位置反转靠近侧。
反转加工方向
反转制造过程方向,即更改起始位置和结束位置,反之亦然。

工具路径计算
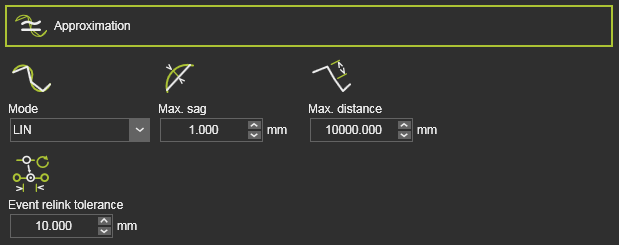
制造轮廓的近似以计算工具路径。
模式
近似轮廓的模式。
最大弯曲
几何与计算工具路径之间允许的最大偏差。
最大距离
沿轮廓的两个加工工具路径元素之间的最大距离。
事件重新链接容差 在工具路径重新计算后,查找最近TPE的容差,以分配现有事件。 该属性默认情况下隐藏。
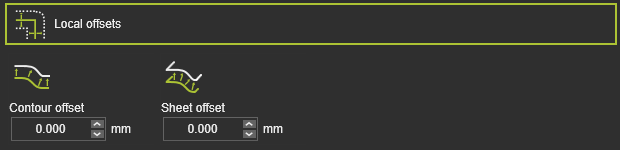
工具路径元素偏离制造几何的原始位置的偏移量。
轮廓偏移
双切线方向的偏移。
板偏移
(表面)法线方向的偏移。
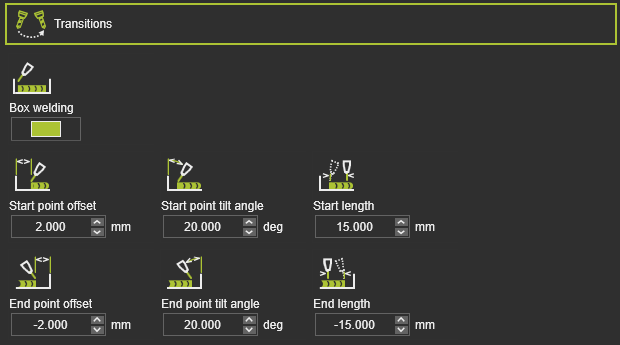
工具路径的非加工部分向加工部分的过渡。
盒状焊接
激活盒状焊接过程。
起点/终点偏移
将实际起点或终点位置移离制造几何边界的偏移。
起点/终点倾斜角
工具在起点或终点的倾斜角(行进角)。
起点/终点长度
在起点或终点的过渡长度,其中工具倾斜角变为/从默认行进角切换。
技术基础
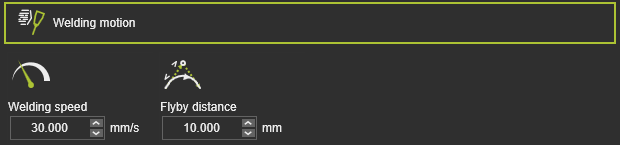
焊接工具运动。
焊接速度
焊接速度。
飞行距离
焊接路径上的运动精度。
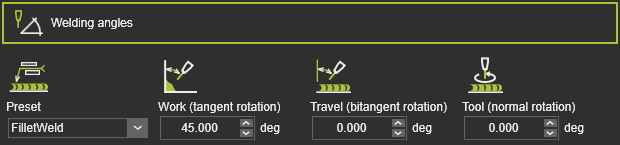
工具的焊接角度,以便在工具路径上计算。
预设
焊接预设类型对应的焊接角度。
工作(切线旋转)
工具的工作角,即切线旋转。
行程(二切线旋转)
工具的行程角,即二切线旋转。
工具(法线旋转)
工具的角度,即法线旋转。
过程条件。
焊接程序
(预定义的)焊接程序号。
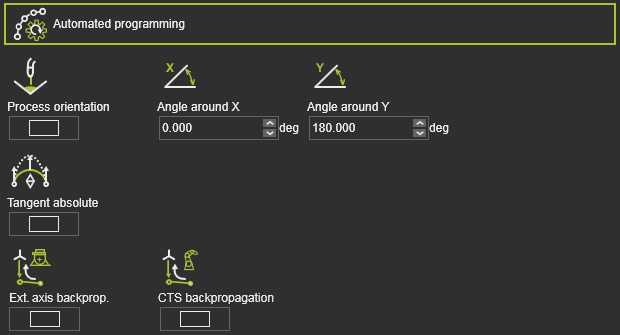
计算工具路径的附加(优化)条件。
过程取向
利用定位器轴优化每个工具路径元素的开关,以保持工具轴在下手方向。该条件仅在带有工件的1-2轴定位器连接到控制器时可用。
切线绝对 在操作的加工路径上自动应用切线绝对方向的开关。第一个加工点的切线方向将用作参考。
外部轴反向编程 外部资源(如定位器)的轴值在加工路径的第一个位置设置,将向前传播到该加工路径的接近。 CTS反向传播 制造资源的配置,转动和奇异状态在加工路径的第一个位置设置,将向前传播到该加工路径的接近。

焊接
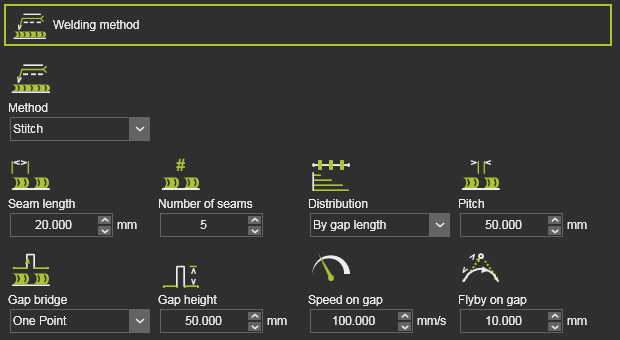
焊接方法和缝纫尺寸。
方法
焊接方法,即连续焊接或点焊。
对于点焊: 缝长度 点缝的长度。 缝的数量 点缝的数量。 分布 沿工具路径的缝分布。
按最终位置: 缝均匀分布在工具路径长度上。系统最小间距确定适合的最大缝数量。如果未达到此最小值,将应用缝数量属性。
按间隙长度: 分布由间距长度计算。结合缝长度,决定可以在工具路径上应用多少个缝。因此,可能会发生总缝长度短于制造长度的情况。
间距
两个缝之间的非焊接过渡间隙。
间隙桥 缝之间移动的间隙桥。 间隙高度 缝桥的偏移,即高度。 间隙上的速度 在桥梁轨道上的速度。 间隙上的飞行距离 到桥梁高度位置的准确度。
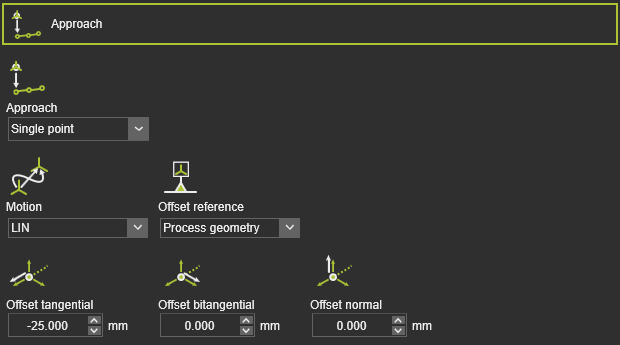
定义向加工工具路径靠近的运动。
接近
接近步骤的数量。
运动
接近的运动类型。
偏移参考
确定偏移方向的参考。
切线/二切线/法线偏移 从加工工具路径起始元素获取接近步骤的局部偏移。
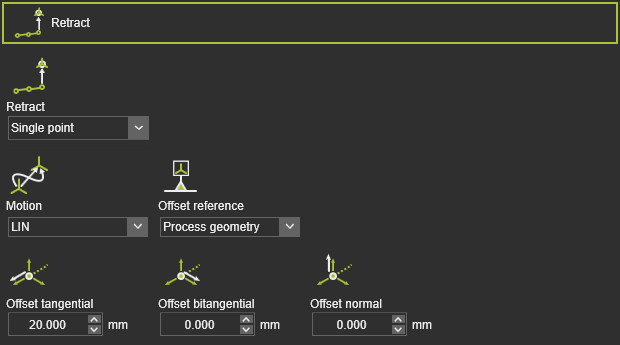
定义远离加工工具路径的后退运动。
后退
后退步骤的数量。
运动
后退的运动类型。
偏移参考
确定偏移方向的参考。
切线/二切线/法线偏移 从加工工具路径末端元素获取后退步骤的局部偏移。

触摸传感
运动定义。
运动
工具头的运动类型。

工具路径质量评估

工具路径质量评估标准。具体内容可能因技术而异。
不可达性
评估机器人或机器的不可达情况。
碰撞
评估碰撞情况。
奇异情况
评估机器人或机器的奇异情况。
过程角度偏差 评估过程角度偏离其参考值的情况。
轴限接近 评估驱动轴接近限制的情况。对直线和圆形接头轴进行分开的评估值范围。 轴速度 评估所有驱动轴的轴速度,作为位置之间开始和结束运动的(绝对)差异。

辅助命令
执行(自定)辅助命令的属性。
处理几何
计算处理几何上的工具路径时运行的附加脚本。技术标签仅在技术插件文件夹中存在可执行脚本时出现。请参阅插件页面了解更多详情。
程序事件
通用激光焊接技术具有以下编程事件:

运动事件

速度
设置后续运动的速度。

精度
设置后续运动的精度。

停留
在路径元素处设置等待时间,使工具保持位置直到进一步移动。

加速度
设置后续运动的加速度。
IO信号事件

等待信号
添加一个等待活动控制器输入信号的事件。

设置信号
添加一个设置活动控制器输出信号的事件。

同步机器人
设置一个同步合作机器人事件。

设置资源端口
设置资源的端口。

等待资源端口
等待资源的端口。

适配器执行器
设置一个机械父适配器的信号,以在模拟期间创建或删除机械连接。
技术事件

文字
插入一个注释。

缝搜索
校准缝位置。

激光开启
激活焊接激光器。

激光关闭
停止焊接激光器。
更多信息

激光焊接事件