刀具轨迹质量介绍¶
为了能够验证工具路径对优化它(部分地)的必要性,我们制定了一个工具路径质量评估机制。
刀具路径质量评估是一个过程,在这个过程中,每个刀具路径位置都是根据一组预定义的评判标准进行分析和评估的。分析得出的刀具路径被认为是可接受时,可以为其具有可配置值范围的标准可以单独定义,从而设置标准的值的级别。
以下评判标准是被支持的,但是否存在取决于所应用的技术和机器或机器人的类型.
| 标准 | 描述 | 值范围 | 解释 | |
 |
不可达性 | 评估机器人或机器无法到达的情况。 | 可行或无效 | 常规运行时总是按照这个标准进行评估。 |
 |
碰撞 | 计算碰撞情况。 | 碰撞或无碰撞 | 只有当模拟播放器工具栏中的碰撞分析开关被激活时,才会执行针对该标准的评估。 |
 |
奇异点 | 评估机器人或机器的奇异点情况。 | 有或者无。 | 常规运行时总是按照这个标准进行评估。 |
 |
加工角度偏差 | 评估工艺角度与其参考值的偏差。 | 角度从好的到无效的。 | |
  |
刀具角度偏差 (弧焊技术) |
评估刀具角度与其参考值的偏差。 | 角度从好的到无效的。 | 它取代了工艺角度偏差标准。 仅适用于使用六轴机器人时。 |
  |
行程角偏差 (弧焊技术) |
计算与参考值的行程角(切线方向)偏差。 | 角度从好的到无效的。 | 它取代了工艺角度偏差标准。 仅适用于使用六轴机器人时。 |
  |
工作角偏差 (弧焊技术) |
计算工作角(双切方向)与其参考值的偏差。 | 好到无效的(角度)。 | 它取代了工艺角度偏差标准。 (仅适用于使用六轴机器人时。 |
 |
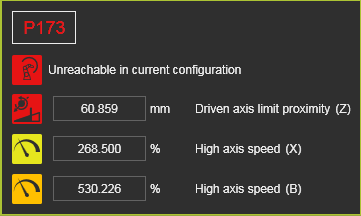
轴极限接近 | 评估与从动轴极限的接近程度。 线形和圆形关节轴的评价值范围分离。 |
线性距离或角度范围从好到坏。 | |
 |
轴的速度 | 评估所有驱动轴的轴速,作为位置之间开始和结束运动之间的(绝对)差。 | 从好到无效。(百分比范围) |
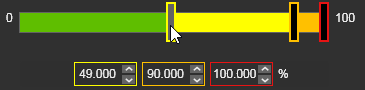
对每个点位进行分析,然后分别给出每个标准的评估结果,以表明质量水平以及该点位的可行程度。
 |
良好(绿色) 质量参数的结果为良好。 |
 |
可接受(黄色) 质量参数的结果仍然可以接受的。 |
 |
不满意的(橙色) 质量参数的结果仍然有效,但效果为不满意的。 |
 |
无效(红色) 质量参数计算值无效,不可接受。 |
工具路径的质量,也就是它的事件,被显示在几个地方。
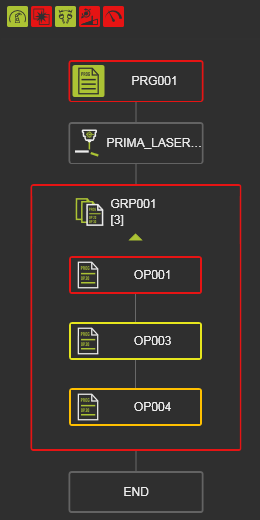
活动中的程序
刀具轨迹监控
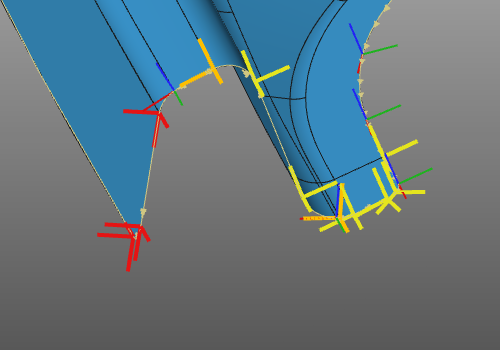
三维刀具轨迹
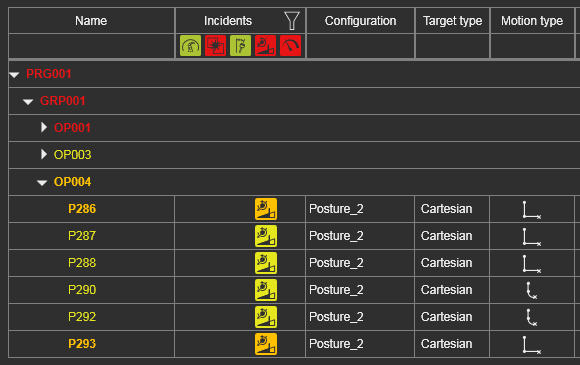
刀具路径点位发生事故
质量评估是为了验证程序的当前状态。为了能够比较工具路径的不同状态、不同(质量)版本,引入了一个度量;刀具轨迹的成本。
工具路径成本是在成本因素中表达质量的一种方法,其中每个目标标准都被赋予了特定的成本函数。它可以是线性函数,抛物线函数或其他任何函数,如下面的例子所示。它是一种没有倾向性的表示方法,而不是任何一种趋势。
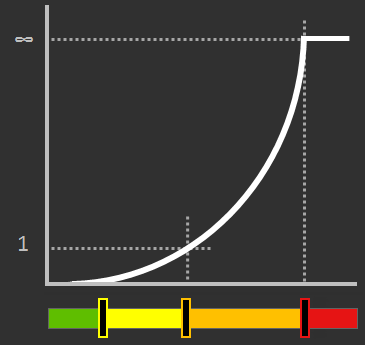
软件默认在每个刀具路径位置分别计算每个分析标准的成本,然后总结并将结果显示在刀具路径仪表板中,并在工具路径的任何修改之后立即更新。

趋势符号表示与之前的值(最后一次工具路径修改之前的值)相比的成本变化。
 |
价值增加了;即更高的成本效应 |
 |
价值保持不变;即中性或无效果 |
 |
价值已经降低;降低成本效应 |
程序路径优化¶
离线编程通常是为了在以下方面实现最佳编程工具路径:
 避免碰撞。
避免碰撞。
保持机器/机器人系统远离奇点和轴极限。
确保工具路径的可达性。
将工艺与参考值对齐并保持在指定的公差范围内。
以最小周期时间运行。
满足其他自定义准则。
在计算程序后,并不总是找到实现上述所有目标的最佳可能或最优解决方案。该程序需要进行全局或局部优化。这可以通过修改工具路径的位置和方向,通过编辑它的各种属性和参数,以及通过利用几个可用的特殊属性来帮助生成改进的工具路径来完成。
此外,该软件还包括一套所谓的自主程序优化功能。这些函数,这些方法能够在一定的预定条件下生成和优化刀具轨迹。
有了这些背景信息,就可以绘制出程序工具路径创建和优化的工作流程,如下图所示。

经用户手工修改后,可应用自主编程和优化功能。
软件使用自动化的步骤来评估工具路径,并潜在地优化特定功能所处理的任何单个位置和工具路径的任何部分。然而,这样自动化的步骤将保留显式定义的(手动)编程事件,不会覆盖它们,例如:
教授事件
手动示教位置
插入
活跃优化
阻止位置。
自主程序优化¶
自主程序优化可以在整个程序上执行,也可以只在一个程序组、一个程序或一个程序链接上执行。它在活动中程序或T刀具路径监视器仪表板中的饼式菜单中启动。
使用主要命令,所有优化功能将按照上述工作流程图中的顺序运行;首先是自动的工艺路径优化,其次是工序之间的环节路径生成。

或者通过子菜单,这些都可以单独执行。


 自动工艺路径优化
自动工艺路径优化
 自动链路路径生成
自动链路路径生成