多机器人激光切割 - 进阶课程¶
课程目标¶
作为高级课程,机器人激光切割通常涉及多个机器人协作。它们之间的协调增加了编程的复杂性,碰撞避免成为一个棘手的任务,同时还需要考量整体工作分配量以获得最佳总切割周期时间。
步骤¶
2. 编程标准图形切割路径¶
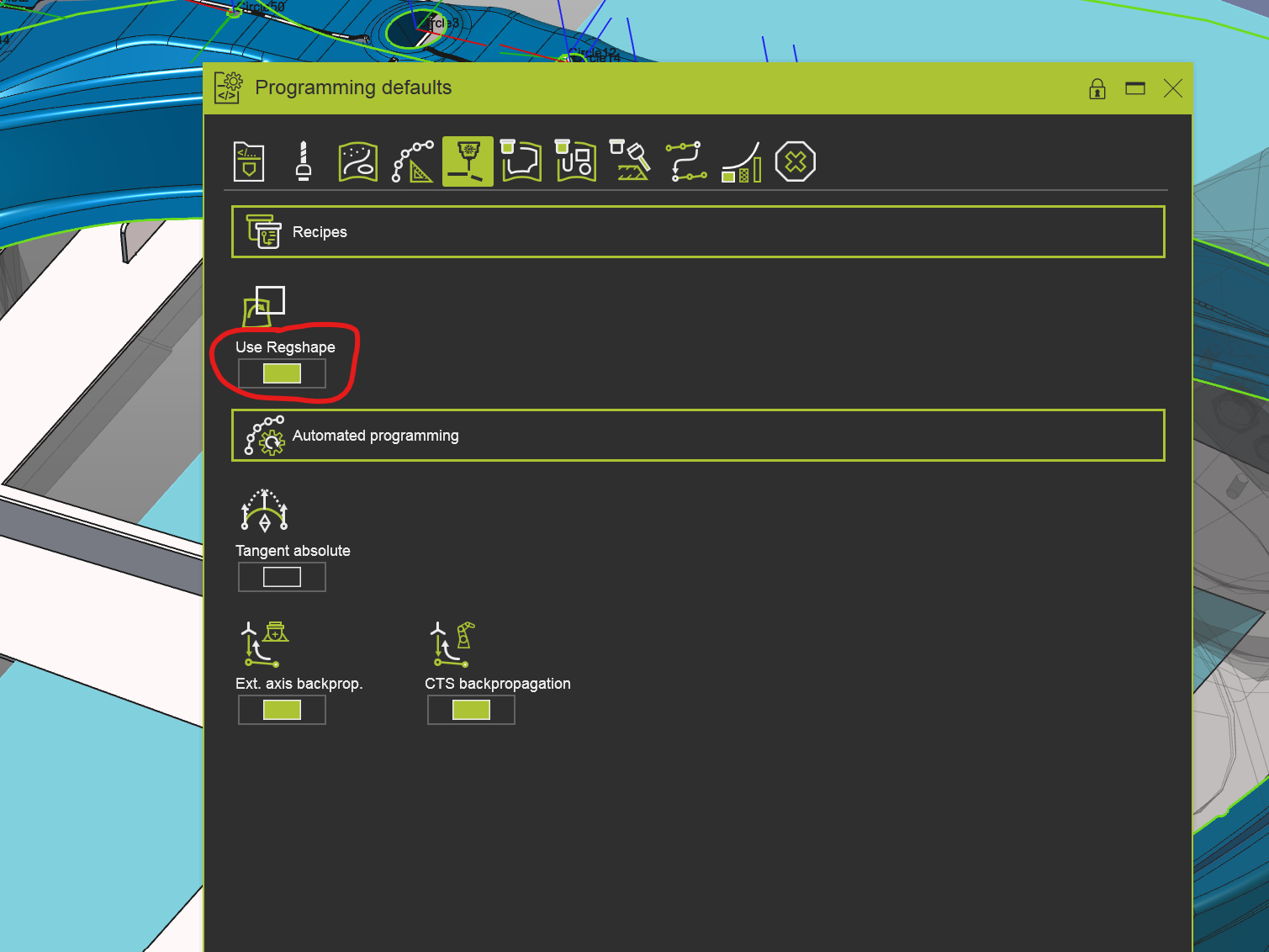
2.1 分配多个标准图形¶
编程刀具路径 多刀具路径排序和选择
2.2 调整标准图形切向¶
对不同平面的切割图形的路径进行插补 需要注意在不同平面上造成切向角度变化过大而导致机器人组态有所变化,对其中的图形调整切向角度后,确认组态能在合理设置范围,建议组态尽可能保持一致。
可以选择显示过滤器仅显示进给/退刀点,以便更好的调整切向角度。
2.3 调整标准图形多种参数、偏移、尺寸、速度等¶
调整图形偏移位置
调整尺寸
调整切割速度
调整引线、过切点
3. 轮廓切割¶
操作连接模式在同一工艺轮廓上编程连接操作,编程基于轮廓的刀具路径。
3.1 入刀点姿态确定¶
设定第一个点并确定配置,检查关节距离,使用“+”和“-”调整关节方向
3.2 使用自动优化¶
运行APO找到切向变化策略
4. 分配轮廓切割¶
当加工过程需要分布在多个机器(控制器)上时,因为加工轮廓过长,一个机器无法到达。 择刀具路径,使用轮廓连接操作,并设定切割方向(关于所有机器人的顺时针或逆时针方向),再次运行APO找到最佳切向变化策略。
4.1 找出切向插补策略¶
不同平面切割策略,应用法线/切向插补
4.2 多点角度调整¶
多点教学 Rx/Ry/Rz 以稳定切割运动