自动流程路径优化
自动流程路径优化

参考指南 \ 离线编程 \ 刀具路径 \ 刀具路径优化 

路径优化
优化设置
变化空间
优化控制
优化结果
优化状态
自动路径优化链接
更多工具路径优化参考信息 
路径优化 自动流程路径优化是一个功能包,能够帮助减少用户在离线编程中的努力。离线编程通常面向实现“最优”流程工具路径,目标包括: 
避免碰撞
使机器/机器人系统远离奇异点和轴限制
确保工具路径的可达性
使流程与参考值对齐,并保持在指定公差范围内
满足其他自定义指南。 自动流程路径优化评估整个工具路径(操作之间的连接链接除外);即选定的范围(程序、组或操作),并尝试找到符合给定质量标准且成本最低的优化解决方案。虽然执行会评估工具路径并可能优化任何单个位置,但它会保留明确定义的(手动)编程事件并且不会覆盖它们,例如:
教学事件
插值
速度优化
抑制位置。 考虑到这些信息,可以草拟出工具路径创建的工作流程以及何时应用自动工具路径优化的步骤,如下图所示。 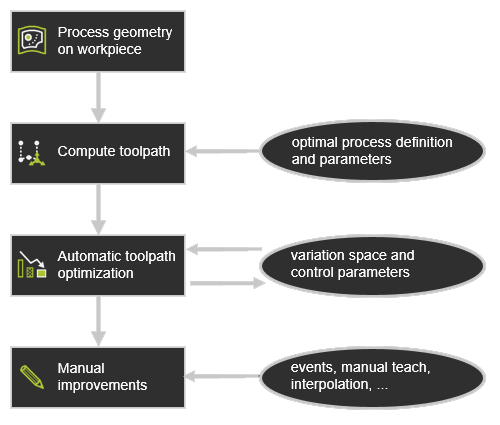
由于自动路径优化可能是一个耗时的过程,因此必须在活动程序或工具路径监控仪表板中的专用命令下启动。
优化设置 用于管理自动路径优化的属性可以在质量评估技术选项卡中找到。 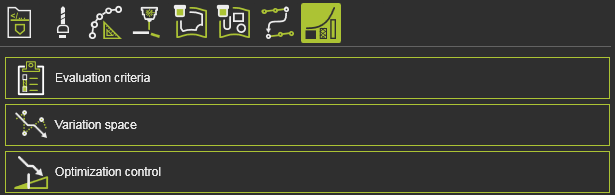
变化空间 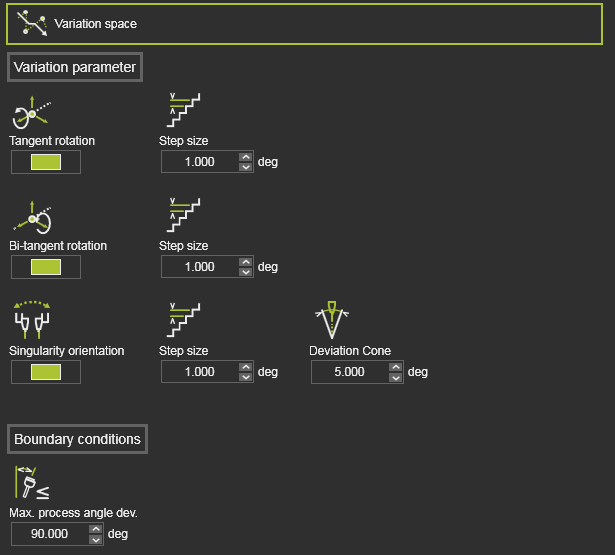
变化空间定义了可以对工具路径元素进行哪些修改以寻找最佳解决方案,即最低成本。它显示了可以包含在优化过程中的所有变量、它们可以变化的范围以及该范围内的离散步骤。 这里的变量可能是针对某项技术或某个特定技术设置与 OEM 品牌控制器和机器人或机器的组合而定的。换句话说;容器的确切内容可能因每个案例而异。 最常见的变量是: 参数 描述 优化选项 备注 
切线旋转 旋转工具路径位置的切线方向来变化它的位置。
步长 每次迭代步骤的旋转值。 切换到将其包含在优化过程。 
双切线旋转 旋转工具路径位置的双切线方向来变化它的位置。
步长 每次迭代步骤的旋转值。 切换到将其包含在优化过程。 
奇异性取向 评估机器人或机器的奇异情况。 在机器人情景中,奇异性取向意味着工具路径位置绕其法轴的旋转。
步长 每次迭代步骤的旋转值。
偏差锥 在指定的锥角内的轴值被优化。 切换到将其包含在优化过程。 
法向旋转(弧焊技术) 旋转工具路径位置的法向方向来变化它的位置。
步长 每次迭代步骤的旋转值。 切换到将其包含在优化过程。 边界条件部分包括了还可以引入的附加参数,以限制变化的数量。通常情况下,工具路径位置的切线和双切线旋转可以在-180到+180度之间变化,这些参数会引入额外的条件,只允许切线和双切线轴在范围内旋转,并且在边界条件仍满足的情况下进行。 参数 描述 优化选项 备注 
最大工艺角偏差 允许的最大工艺角偏差相对于参考方向。 当工艺角度小于或等于此值时,接受优化结果。 该条件只能在其对应的工艺角度偏差标准已从质量评估中禁用时应用。 

最大工作角偏差(弧焊技术) 相对于参考方向允许的最大工作角偏差。 它取代了工艺角偏差标准。仅适用于6轴机器人。 

最大旅行角偏差(弧焊技术) 相对于参考方向允许的最大旅行角偏差。 它取代了工艺角偏差标准。仅适用于6轴机器人。 

最大工具角偏差(弧焊技术) 相对于参考方向允许的最大工具角偏差。 它取代了工艺角偏差标准。仅适用于6轴机器人。
优化控制 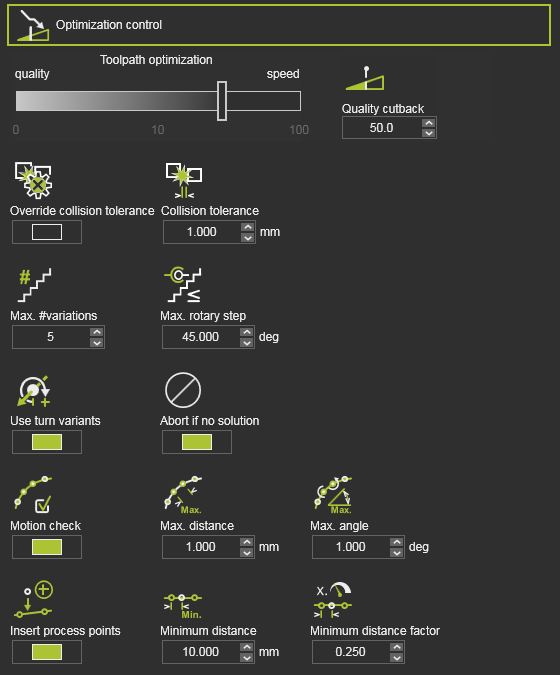
优化控制是一组管理优化过程的属性。这些属性大多数情况下是通用的,但有些属性依赖于所应用的技术或制造资源类型。上图仅为示例。 属性 描述 备注 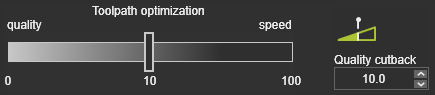
平衡最佳结果和最快计算时间的启发参数。 该值可以解释为每米工具路径的成本容差。值为0将导致全局最佳结果,即最低成本,不考虑所需计算时间。值为1意味着即使工具路径的平均成本高达每米1,也会接受作为优化结果,尽管会有更低总成本的更好结果。 在标准优化过程中,每个工具路径位置都会根据在仿真设置中设置的碰撞容差进行分析。 
覆盖碰撞容差 选项以覆盖仿真碰撞容差。 使用此开关时,仿真设置中的容差将被忽略,并被这里定义的新碰撞容差取代。 
碰撞容差 运行优化时的碰撞容差。 两组之间检测到碰撞的容差。该值是两组之间的检测距离。 值为0表示接触。 
最大变化数 将范围划分为最大变化数,即步长。 
最大旋转步长 机器人/机器轴每次变化的最大允许旋转步长。 
无解时中止 终止优化。 为了防止不必要的长时间计算,当在第一轮迭代中未找到解决方案时,优化过程将被中止。 如果资源的旋转轴有限,闭合轮廓几何形状可能导致根据起点和流程方向的解卷情况。 
使用转动变量 通过选择合适的转动值来防止解卷情况,适用于第一个流程点。 限制为默认转动值以下和以上的一个转动值。 如果已为第一个流程点设置转动值,则不考虑转动变量。 自动工具路径优化基于工具路径位置的事件验证和圆形工具路径段上的中间点构建优化的工具路径。它无法防止在这些工具路径位置之间的轨迹仍然遇到某些事件问题,因为轨迹本身无法评估。通过使用工具路径的运动数据,算法可以定义工具路径位置之间的中间点并评估这些中间点是否存在事件。 这些中间点上的质量评估限制了碰撞、可达性和奇异性事件。 
运动检查 开关以激活运动检查,即在工具路径位置之间定义中间点。 
最大距离 每两个连续点之间进行检查的最大笛卡尔距离。 
最大角度 每两个连续点之间进行检查的最大角“距离”。 工具路径质量以成本衡量。工具路径位置上的事件或位置之间的事件通常会增加这些成本。自动优化可以识别这些事件的影响区域。通过尝试限制这种区域,可以减少成本。这可以通过在这些关键区域的工具路径上添加、插入额外的处理点来实现。 
插入处理点 开关以启用插入额外的处理点。 
最小距离 每个处理点之间的最小笛卡尔距离。 度量于插入的两个处理点之间或插入的处理点和现有的点之间。 
最小距离因子 本地处理速度的最小距离因子。 度量于插入的两个处理点之间或插入的处理点和现有的点之间。 
插入的处理点属于自动优化数据。这意味着在运行另一个优化、移除优化数据或任何其他导致重新计算初始工具路径的操作时,这些插入的处理点将被删除。
优化和结果 自动路径优化使用迭代步骤的方法找到最优结果,即最低成本值的结果。当它被执行时,会出现一个面板以指示优化过程的进展。 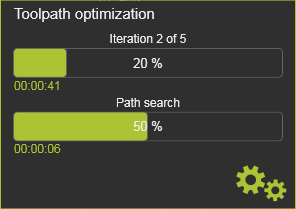
在每次迭代步骤中,可以缩小变化的数量(最大变化数属性)以找到最佳结果。从最佳结果出发,从找到的最佳变化前后的变化中定义一个新范围。该范围再次被划分以再次找到最优。这一过程会重复,直到变化步骤等于(或小于)变量的离散步骤或满足任何其他边界条件。 已找到的最终结果是工具路径的全局最优解决方案。 将最大变化数的值设置得较低将加快优化计算速度。但会有未找到真实最优解的风险。将该值设置得较高会减慢优化计算速度,但更有可能找到最优解。 为了加快整体优化过程,使用质量削减属性。使用此属性时,在迭代步骤中不再寻找该步骤内的最优解,而是在迭代结果满足要求时即停止,尽管结果可能不是最优解。作出决定越早,实现最终结果所需的计算时间就越少。显然,由于最终结果可能不是全局最优,其结果质量会较低,即最终的评估成本高于最优。
需要理解的是,优化可能并不总是找到更好的结果,或者可能根本找不到结果。
优化状态 自动优化状态保存在工具路径监控仪表板中并可见 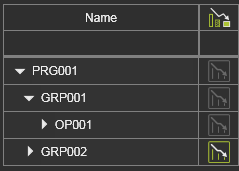
此列显示了整个程序中哪些部分执行了优化过程及其状态。 
空;尚未运行自动优化。 
已运行自动优化且状态仍然有效。 
已运行自动优化,但由于其他(附加)修改而过时(即无效)。
自动路径优化链接 
技术选项卡工具路径质量
自动流程路径优化命令
更多工具路径优化参考信息 
工具路径质量评估
自动操作链接生成
插值
奇异性优化
自动切线绝对插值
流程方向
外轴值的反向传播