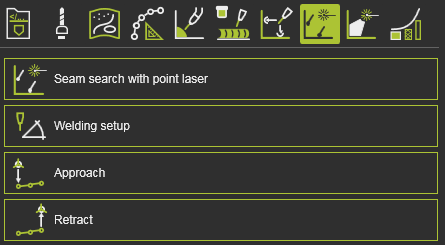
焊缝校准 - 使用点激光进行缝搜索
焊缝校准 - 使用点激光进行缝搜索
 参考手册 \ 技术包 \ 电弧焊接
参考手册 \ 焊缝校准
参考手册 \ 技术包 \ 电弧焊接
参考手册 \ 焊缝校准

 感应方法
触摸方向
操作周期
感应属性
与焊接操作的连接
连接类型
排序操作
更多信息
感应方法
触摸方向
操作周期
感应属性
与焊接操作的连接
连接类型
排序操作
更多信息

感应方法
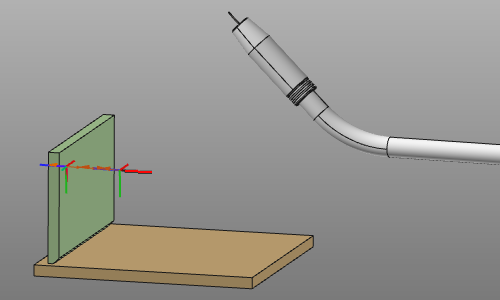
使用点激光进行焊缝校准是一种不需要工具与部件直接接触的光学测量方法。激光用于探测,即感应工件上的多个位置,以便校准焊缝。在进行焊接操作之前,该方法会自动应用。
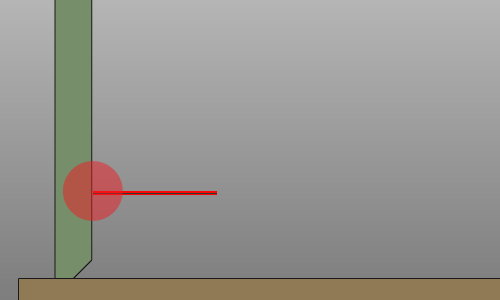
激光感应所需的点数量通常是特定于机器人和焊枪供应商的。
触摸方向
基本上,触摸位置可以应用在三个方向:
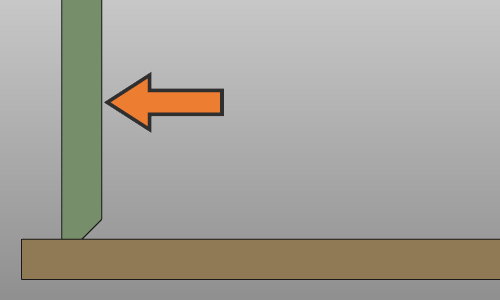
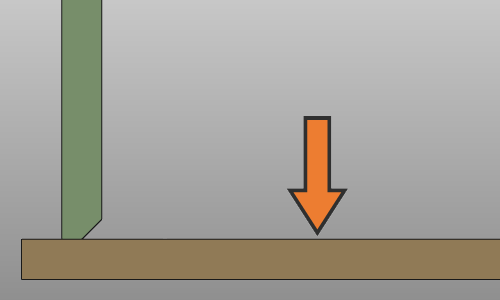
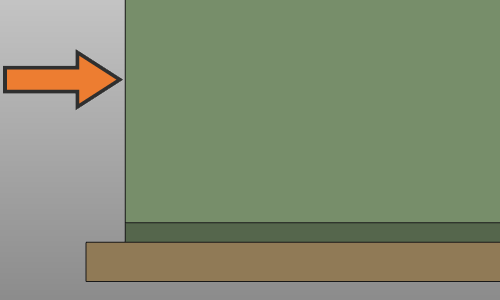
工作方向
工具方向
行进方向
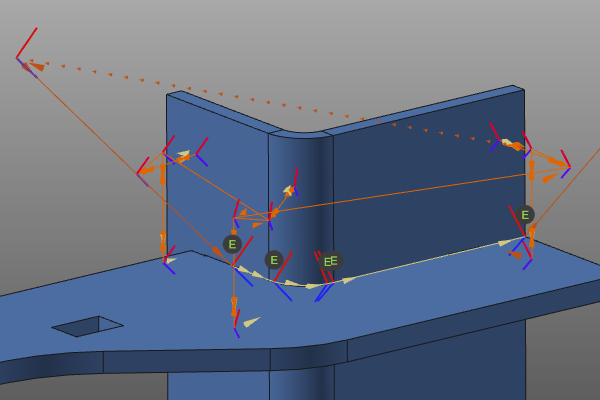
操作周期
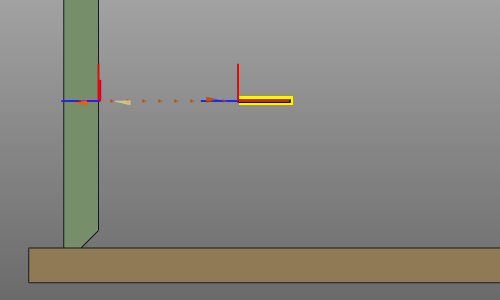
触摸操作是一个预定位置和运动行为的周期。喷嘴角度在编程属性中定义,并在整个触摸操作过程中保持不变。

周期包括以下位置:
位置
描述
备注
 靠近
触发感应周期开始的位置。
可选。
靠近
触发感应周期开始的位置。
可选。
 触摸
感应位置。
此位置是从理论触摸点线性偏移的,是从起始位置移动到理论位置过程中,焊枪与焊接部件的碰撞决定的。理论位置显示为参考,但在模拟工具路径时不予考虑。
缩回
从感应周期结束位置缩回。
可选。
触摸
感应位置。
此位置是从理论触摸点线性偏移的,是从起始位置移动到理论位置过程中,焊枪与焊接部件的碰撞决定的。理论位置显示为参考,但在模拟工具路径时不予考虑。
缩回
从感应周期结束位置缩回。
可选。
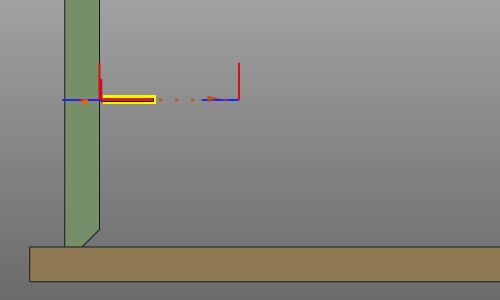
显示操作(周期)的标准方法是通过轴系统显示各个工具路径位置。然而,触摸周期也可以用替代图形表示法显示。这在需要显示多个触摸操作的工具路径位置时可能很方便。
这种代表性显示可以在显示过滤器的工具路径和操作容器中开关。

通过显示/隐藏操作周期作为表示,整个触摸操作周期可以用一个图形表示显示。
感应属性
在编程默认设置的点激光缝搜索技术选项卡中,可以找到标准点激光感应属性。其他控制器制造商特定的属性也可能显示,但在此页不作说明。
点激光缝搜索容器包括以下属性:
属性
描述
备注
 视觉框架
指向激光点的工具框架,并将其分配给感应操作。
视觉框架
指向激光点的工具框架,并将其分配给感应操作。
 感应速度
感应周期期间的速度。
感应速度
感应周期期间的速度。
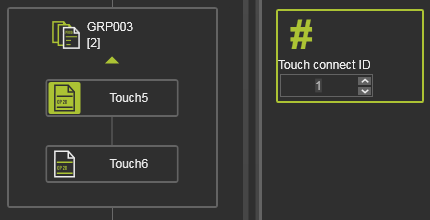
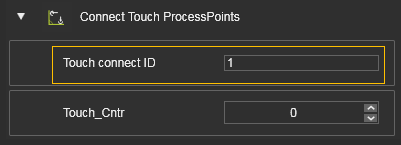
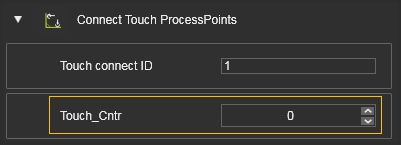
 触摸连接ID
感应周期和校准的标识符,定义哪些焊接操作使用哪个触摸校准。
触摸连接ID
感应周期和校准的标识符,定义哪些焊接操作使用哪个触摸校准。
与焊接操作的连接
触摸操作,即缝校准,与焊接操作某种相关。每个焊接操作可能有自己的校准,或者对多个焊接操作执行一次校准。
每个触摸感应操作都会被赋予一个顺序编号,即触摸连接ID。此ID可以在活动程序仪表板中验证,甚至修改。
在编程具有触摸感应的焊接操作时,系统会自动生成两个操作之间的连接。在焊接操作的第一个工具路径位置添加一个事件。
在没有新触摸校准的情况下编程焊接操作时,系统将最后一个连接ID分配给焊接操作。在事件面板中,可以在需要时进行更改。
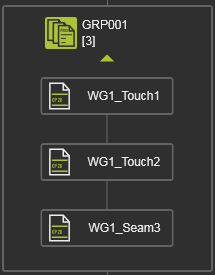
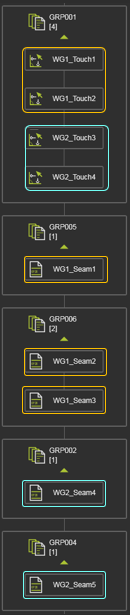
系统不仅通过连接ID对焊接和触摸操作进行分组。初始计算后,操作还根据其名称进行分组,以显示它们的关系。操作默认以WGx(x = ID号)开头的名称命名。

但是;需要理解的是,手动更改不会更新连接ID,也不会更新焊接和触摸操作之间的连接。这需要手动验证和更正。
下载程序时,系统会分析所有焊接和触摸操作。属于一起的感应位置数量被收集并写入“触摸计数器”事件中。
连接类型
触摸感应校准包括定义触摸位置如何连接到焊接工具路径的可能性。
属性
描述
备注
 连接类型
将触摸位置分配给焊接操作工具路径。
可能性:
连接类型
将触摸位置分配给焊接操作工具路径。
可能性:
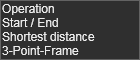
操作
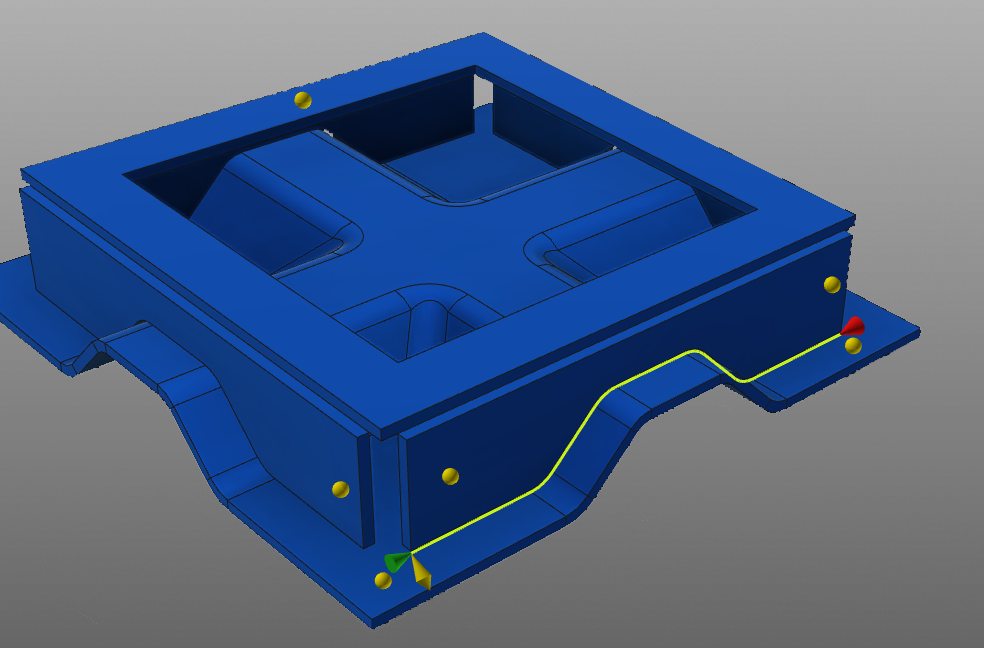
所有定义的触摸位置作为一个组连接到焊接操作,具有相同的ID。连接事件分配给焊接操作的第一个工具路径位置。结果是,整个焊接缝通过相同的变换进行校准。
开始/结束
事件被分配给焊接操作的第一个位置和最后一个位置。触摸位置分配给第一个或最后一个焊接过程点。这是根据这些焊接位置与各个触摸位置之间的最短距离简单地完成的。结果是,焊接缝在缝的开始和结束处通过变换进行校准。
最短距离
焊接操作的每个过程点都有一个触摸校准事件,并有其自己的连接ID。触摸位置被分配给最近的过程点。结果是,缝上的每个工具路径位置都单独进行校准。
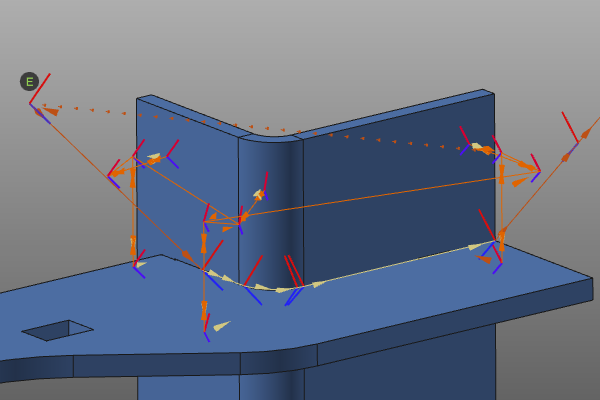
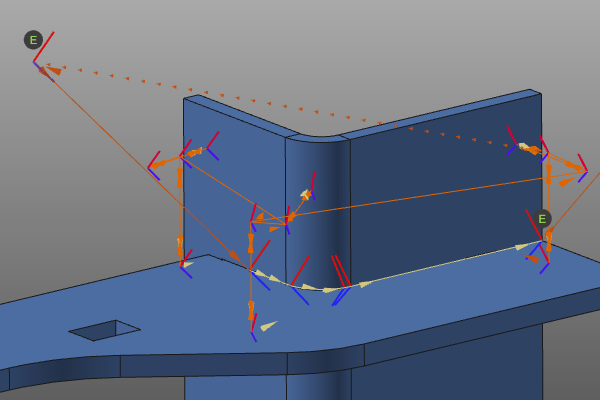
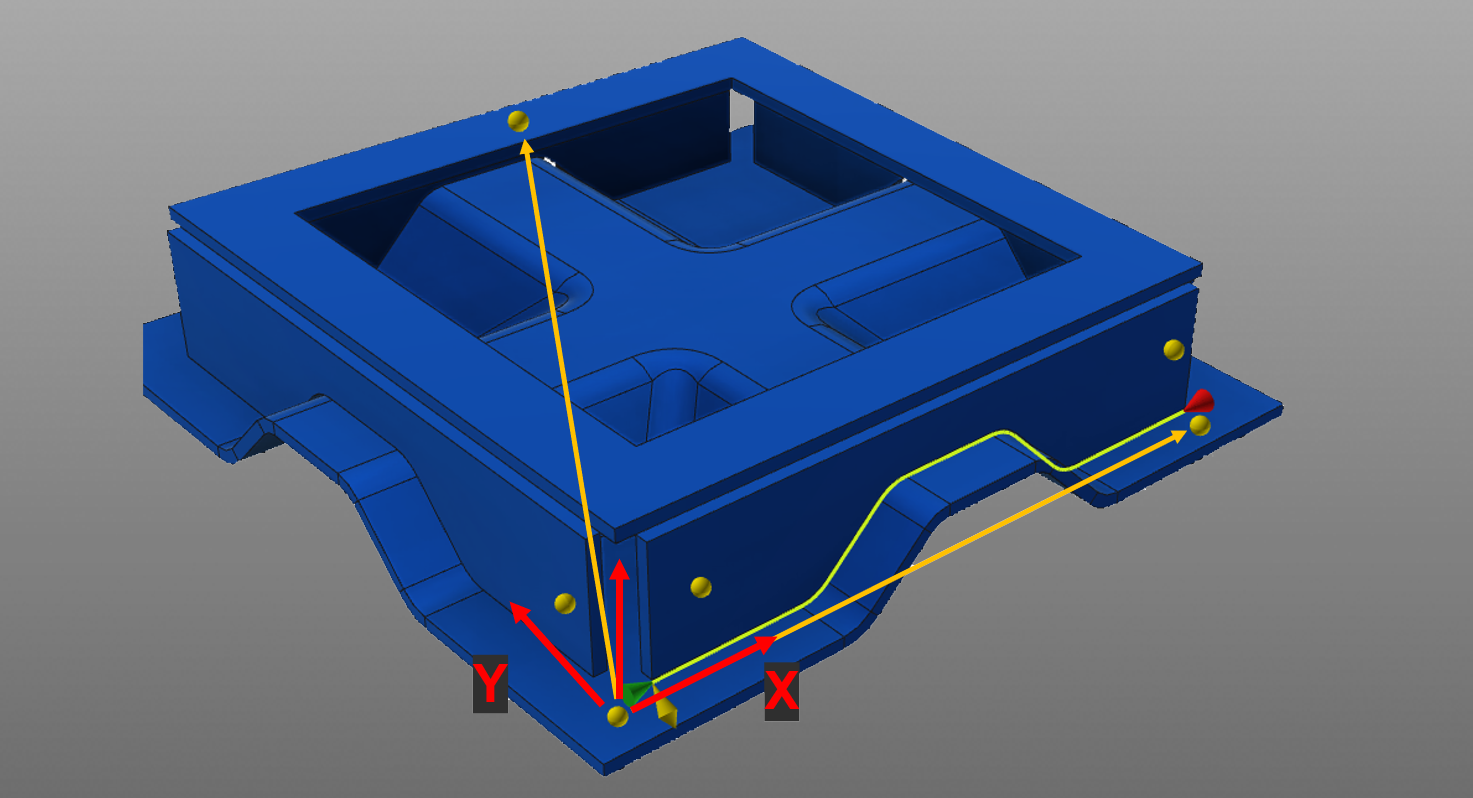
三点框架
从至少3个并最多6个触摸位置计算出一个校准框架(坐标系)。触摸位置分组以便放置和定向此框架。这些框架的原点位于第一个触摸位置。该第一个框架点与焊接缝的起点或终点相关联,具体取决于哪个点更接近。最后一个触摸点分配给第三个框架点,代表校正框架的XY平面。所有剩余的触摸位置分配给第一个或第二个框架点。第二框架点表示校正框架的局部X轴。 完成的框架稍后用于校正焊接缝。
第一组的第一个触摸位置是第一个框架点,也是框架的原点。这个第一个框架点与焊缝的起点或终点相关联,具体取决于哪个点更接近该框架点。接下来,第二组的第一个触摸位置是第二个框架点,并表示校准框架的局部X方向。最后一个触摸位置则是第三个框架点,表示框架的局部XY平面。所有其他剩余触摸位置分配给第一和第二框架点。
排序操作
触摸感应方法包括另外一个属性,用于将触摸操作与焊接操作进行组织。
属性
描述
备注
 操作排序
排序触摸和焊接操作。
操作排序
排序触摸和焊接操作。
在未排序模式中,所有触摸和焊接操作按其创建顺序排列;简单地依次排在一起。在已排序模式中,在编程默认设置中激活,所有触摸操作首先排序,然后是所有焊接操作。参见下面的例子。
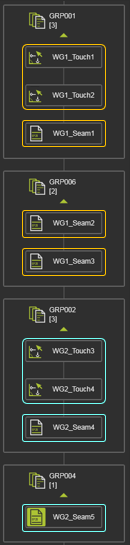
未排序
已排序
更多信息