焊缝校准 - 使用线激光寻找焊缝

参考指南 \ 技术包 \ 电弧焊
参考指南 \ 焊缝校准 

线激光方法的焊缝寻找
操作周期
焊缝寻找属性
更多信息 
线激光方法的焊缝寻找 该方法使用线激光跟踪焊缝的起点和终点。然后利用扫描到的两个位置来校准焊缝。该方法将在焊接操作执行之前自动应用。 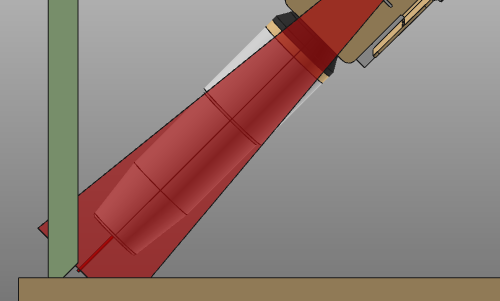
为了减少工具移动,该方法默认从焊缝的终点开始。扫描后移动到焊缝的起点进行扫描。之后继续进行焊接操作。
操作周期 扫描操作是一个周期,包含若干预定义的位置和运动行为。焊炬的工具角度在编程属性中设置为 -180 度,在整个扫描操作期间保持不变。 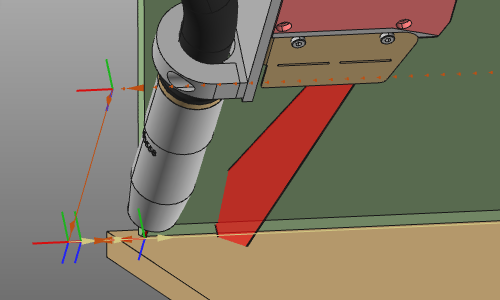

在焊缝的起点和终点都会创建一个扫描操作周期。 该周期包括以下位置,描述了扫描操作的运动: 位置 描述 备注 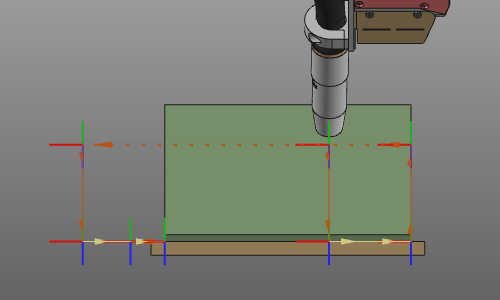
接近 从焊缝终点开始第一个扫描周期的接近位置。 可选,但工具(Z)方向上默认为设置。 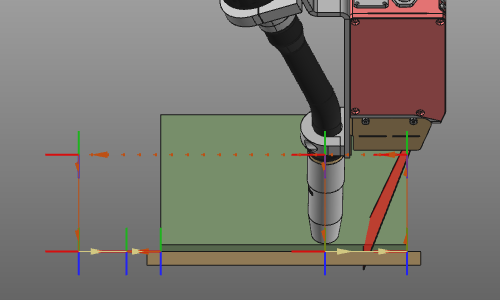
开始扫描 扫描的起始位置。 该位置位于焊缝上,距离焊缝末端有一个预定义的距离。 当位置无法位于焊缝上时,从焊缝末端计算切线外推。 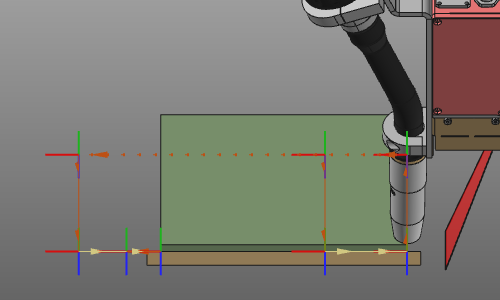
焊缝终点 焊缝终点位置。 扫描从起始位置移动到此处。 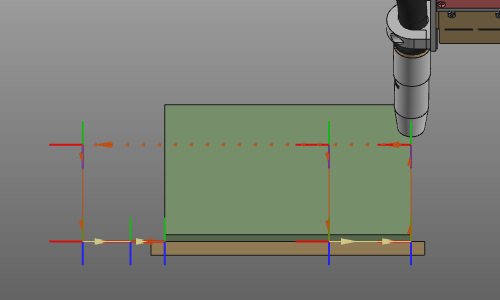
收回 扫描结束时的收回位置。 可选,但工具(Z)方向上默认为设置。 然后工具移动到焊缝的起点。 
接近 从焊缝起点开始第二个扫描周期的接近位置。 可选,但切线(X)方向上默认为设置。 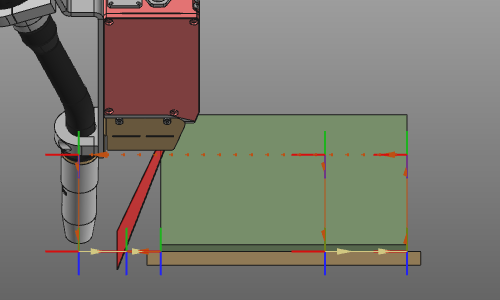
开始扫描 扫描的起始位置。 该位置从焊缝起点切线外推,位于焊缝前方。 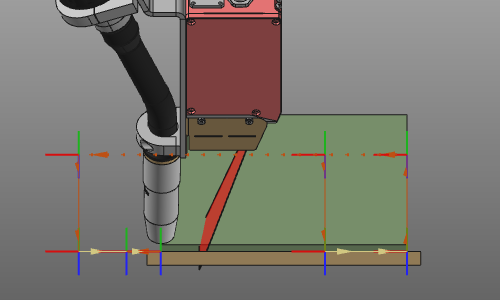
焊缝起点 焊缝起点位置。 扫描从起始位置移动到此处。 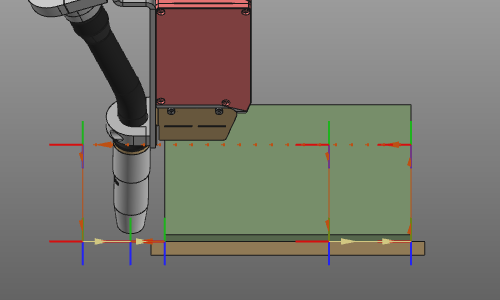
收回 扫描结束时的收回位置。 可选,但切线(X)方向上默认为设置。 从这里工具移动到焊接操作(的接近位置)。
焊缝寻找属性 在线激光焊缝寻找技术标签的编程默认值中,提供了标准的触觉感应属性。也可能显示其他控制器制造商特定的属性,但在此页面未做描述。 
焊缝寻找容器包括以下属性: 属性 描述 备注 
激光偏移 工具框架与激光之间的最小距离。确定扫描起始位置。 
反向方向 改变扫描起始位置,从轮廓上线终到轮廓外线始。反之亦然,在焊缝起点。 
感应速度 扫描运动的速度。 
连接速度 从完成的扫描操作到下一个操作(扫描或焊接)的移动速度。
更多信息
线激光焊缝寻找功能