# 三、应用不同的焊接策略 - 箱体焊、间断焊、焊缝校准寻位
## 1. 使用箱体焊(盒焊)策略
学习应用箱体焊策略以在不碰撞的情况下运行内角。
### 编程焊缝操作
* 切换到生成工艺几何。如果需要,取消选中箱体焊分析选项。然后编程焊缝操作。
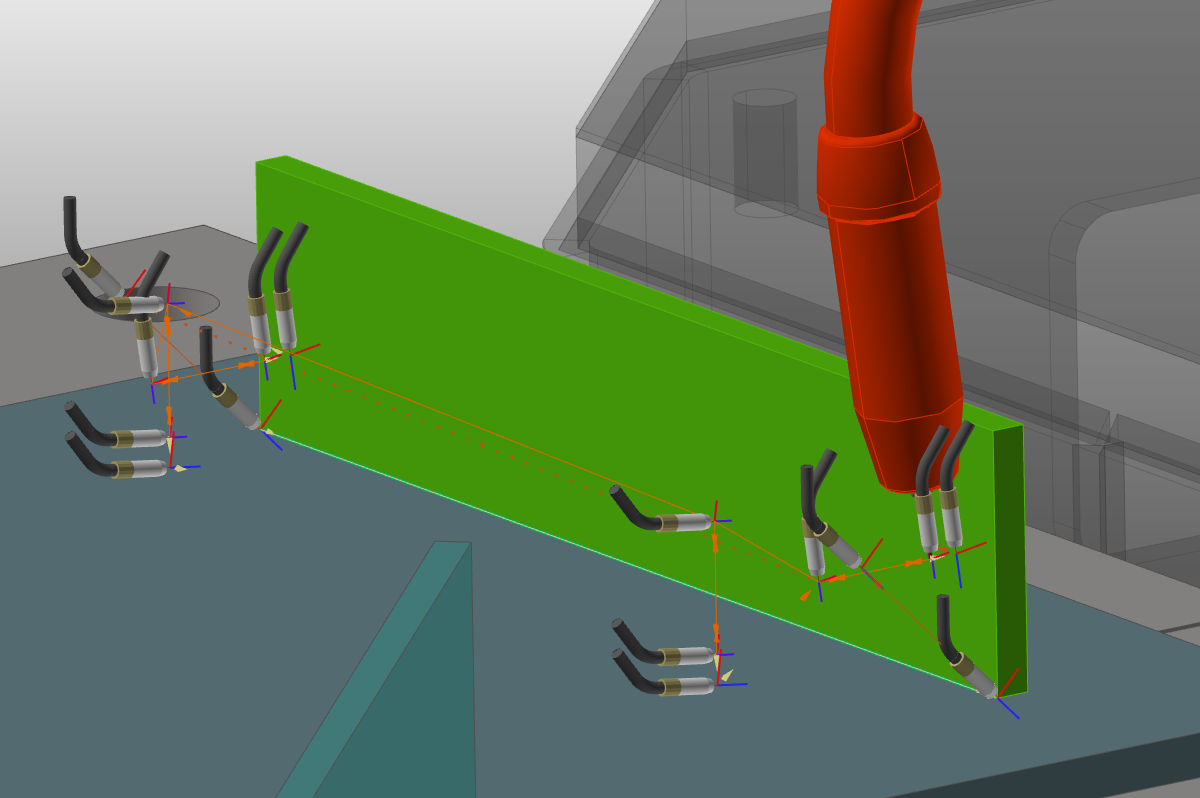
* 在模拟工具栏中激活碰撞分析并运行模拟。注意焊接部件的角落处焊枪与工件碰撞。
### 箱体焊分析操作
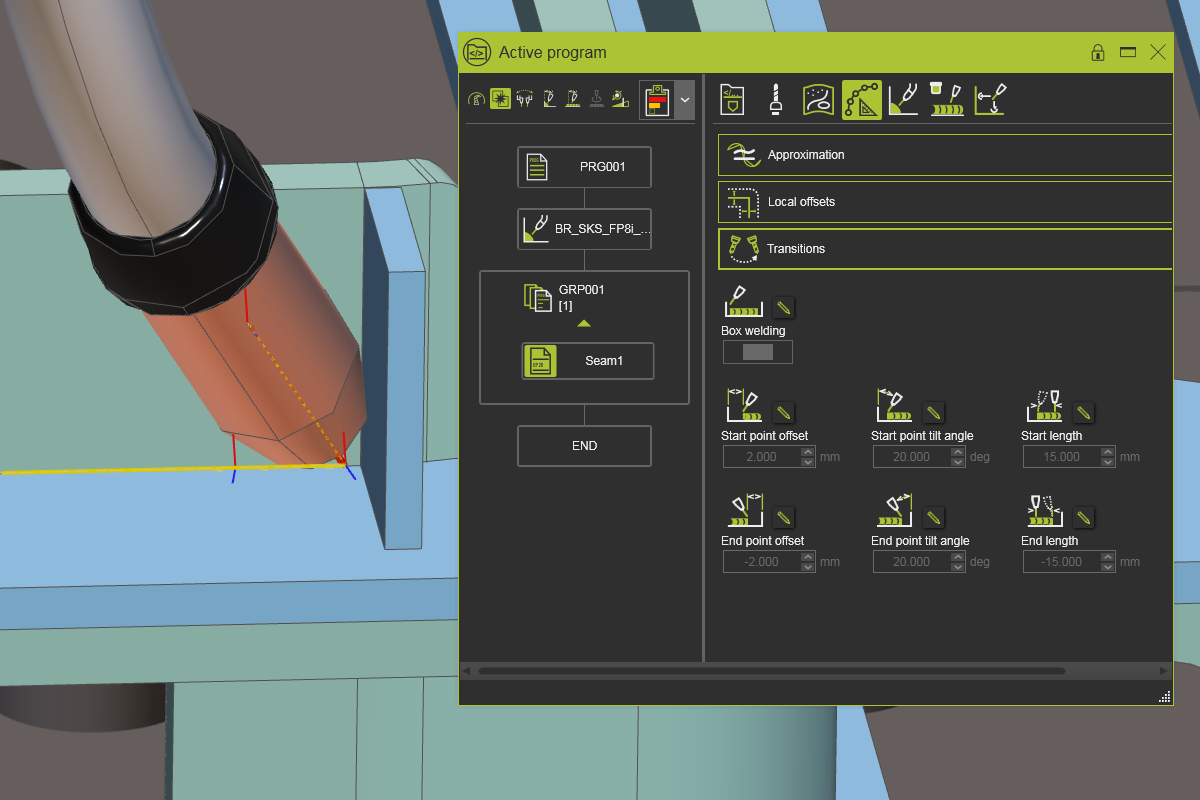
* 创建一个新程序。然后选中箱焊分析选项并在焊接部件角落编程另一个焊缝操作。注意焊接路径,角落处的位置数量与先前的焊缝不同。打开活动程序仪表板并在新操作组上运行模拟,以确保运动应无碰撞。
* 在活动程序仪表板中,选择工具路径计算选项卡并打开过渡容器。更改起点偏移值。这定义了将真实起点或终点位置移离制造几何限制的偏移量。
* 更改倾斜角度值。这定义了工具进入角落时的角度。
* 更改起始长度值。这定义了从过渡点到制造几何开始的距离。
## 2. 将连续焊接改为间断焊
### 编程间断焊操作
* 切换到编程工具路径并在现有工艺几何(即焊缝定义)上编程焊接操作。
* 打开活动程序仪表板。选择焊接选项卡并打开焊接方法容器。将焊接方法从连续焊接改为间断焊。
* 更改间断焊的数量(焊缝)和焊缝长度,并运行模拟以注意其效果。
* 更改定义两个焊缝之间间隙运动的参数,并运行模拟以注意其效果。
## 3. 焊缝校准的各种方法如:触碰寻位、激光寻位、视觉寻位
### 触碰寻位
通过焊丝或是焊枪触碰(即焊枪与工件之间的碰撞)检测工件(焊缝位置)。
* 打开编程默认仪表板。打开配方容器并将校准方法设置为点触碰指示。然后选择触觉传感选项卡以查找触觉传感属性。定义(如果未设置)类型为喷嘴检测。这将把焊枪作为接触工件的传感对象。
* 定义焊缝,但尚未确认。
* 在工件上选择所需的校准点。其位置基于鼠标点击位置。每个触点位置会出现一个蓝色球体。完成后,确认选择以编程操作。
* 打开活动程序仪表板。展开操作组以注意触碰操作已被放置在焊缝操作之前。运行仿真以查看完整程序。
* 选择第一个触碰操作。然后打开触碰传感选项卡中的触觉容器。修改一些触碰属性并注意其效果。
* 删除程序。然后打开编程默认并将检测类型设置为用电线触碰。
* 选择现有的焊缝定义以编程。显示触碰位置。可以通过选择黄色球体并拖动来移动位置。也可以添加新位置。然后编程操作。
* 使用触碰位置编程第二个焊缝。打开活动程序仪表板并展开操作组,以查看每组包含一个带有触碰位置的焊接操作。
* 删除程序。在编程默认中切换操作排序选项。然后再次编程两个焊缝,并注意操作组已排序为触碰操作组和焊接操作组。
### 点激光检测
通过测量工件位置来检测工件(焊缝位置)的方法类似于上述的触觉传感方法。
### 使用2D/3D激光进行焊缝查找

通过测量(即扫描焊缝的起点和终点)来检测工件(焊缝位置)。
* 打开编程默认仪表板。打开配方容器并将校准方法设置为焊缝查找线激光。然后选择焊缝查找选项卡以查找属性。接受默认值。
* 定义焊缝并编程。运行仿真以查看结果。
* 打开活动程序仪表板。展开操作组以注意查找操作已被放置在焊缝操作之前。
* 选择结束查找操作。然后打开焊缝查找容器。修改一些属性并注意其效果。
### 使用2D/3D激光进行焊缝跟踪
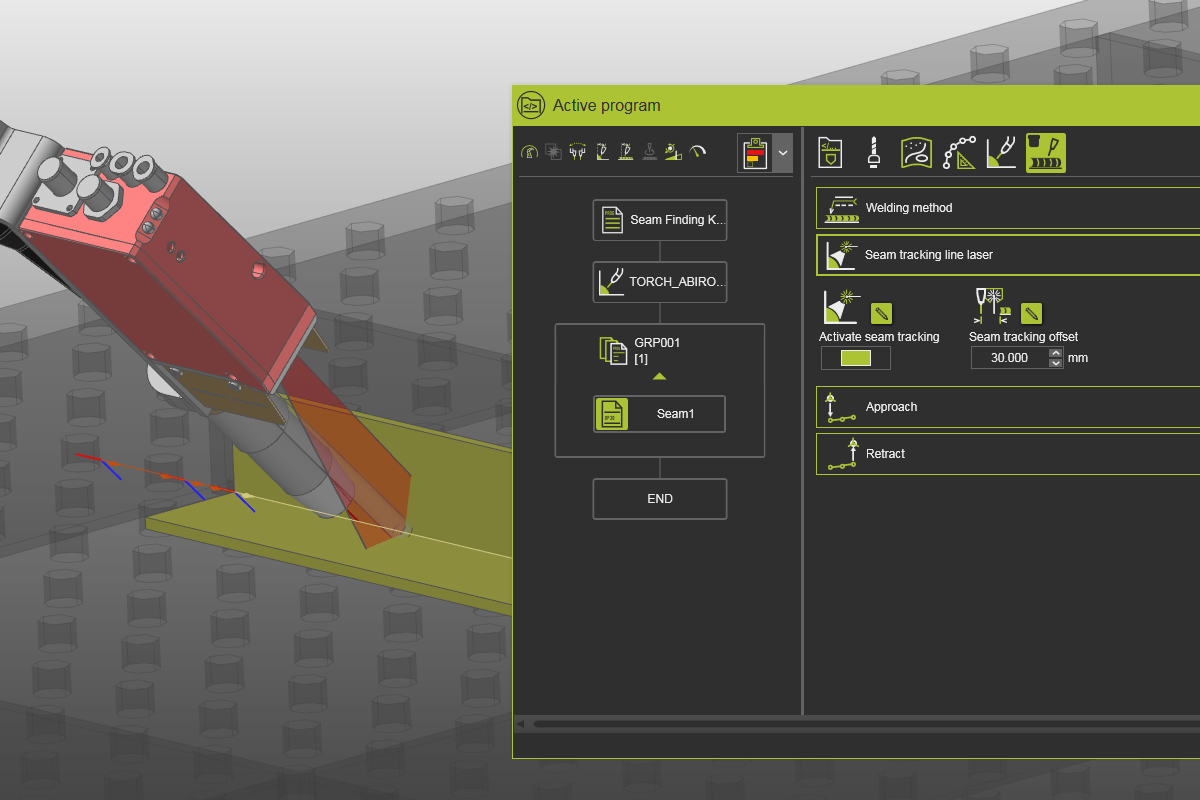
通过连续测量(即在焊接操作期间扫描工件位置)来检测工件(焊缝位置)。
* 打开编程默认仪表板。打开配方容器并将校准方法设置为焊缝跟踪线激光。
* 定义焊缝并编程。运行仿真以查看结果。
* 打开活动程序仪表板。然后打开焊缝跟踪线激光容器。修改属性并注意其效果。